I recently received my new J-Head V Extruder Nozzle. Hotends.com are also now selling a 15mm long 30W cartridge, which fits the J-Head nicely. This is good since the fan ducting on the Mendel90 surrounds the heater block, and it wouldn't fit very well, if at all, with a larger heater cartridge. The 15mm cartridge is neater, and the currently popular 20mm 40W cartridges I've seen around. I also like that it draws slightly less power, at 30W, as I'm always concious of the risk of overheating connectors, wires or even some component a controller board.
The bits and pieces came well packaged. It included a heat resistor, but I plan to use the cartridge. It's good to have the heat resistor as a spare. It has a 100K thermistor, and since the last time I ordered, now includes suitably sized PTFE sleeves for insulating the thermistor and resistor wires. All the heater cartridges seem to sell with wires pre-crimped on and very well insulated, which is great.
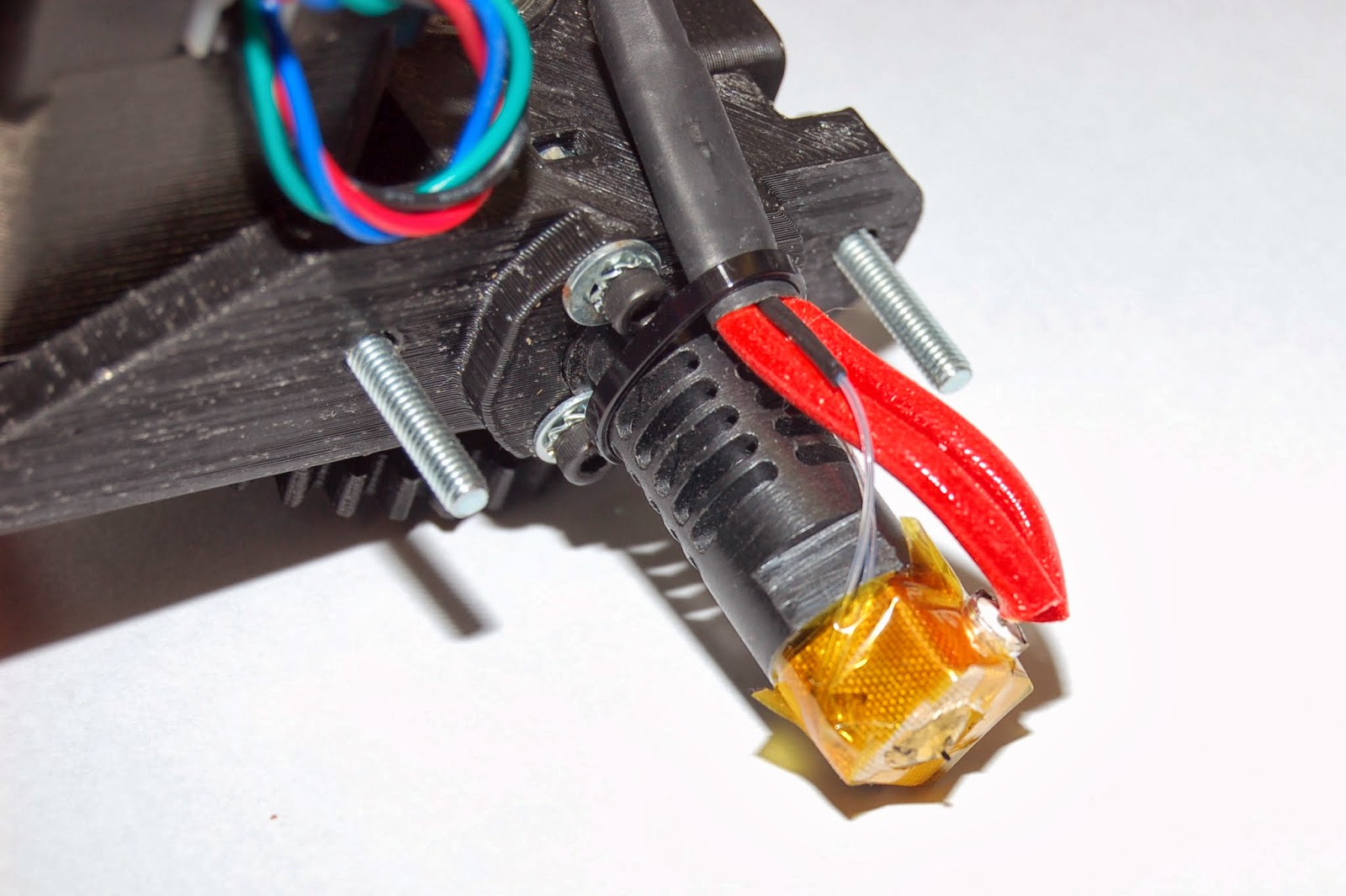
The cartridge heater was a close fit to the hole in the J-Head brass heater block, and with one or two wraps of tinfoil it pushed snugly into place. (Cartridge wrapped in tinfoil and partially fitted, in photo above.)
I fitted the little PTFE sleeves to the thermistor, soldered some wires on and insulated the joints with heat-shrink. I inserted the thermistor into the hole in the heater-block, and surrounded it with some car exhaust putty. The wires from both the thermistor and heater cartridge where then zip-tied to the barrel (photo below.).
I thought about using car exhaust putty to secure the heater also, but the wiring is quite stiff, and it's a good fit to the block so it doesn't seem to be drifting. The one reservation I have about the cartridge arrangement is the bend in the wires. I was careful not to kink the very stiff wires, and hopefully they will be fine since they are secured well to the peek barrel. We'll see how it goes.
The J-Head Nozzle is secured to the extruder with three M3 bolts, M4 washers and M3 star washers to ensure nothing vibrates loose. This is Nophead's design, an excellent method of securing the nozzle. The M4 washers sit against the shoulder of the groove in the PEEK barrel and lock it firmly into the perfectly sized hole in the base of the extruder. It's not going anywhere!
I left the exhaust putty to dry for a few hours, connected the thermistor and heater into my connector board, plugged in my ribbon cable and gave the block a few hours at 100 Deg C to bed dry out the putty completely.
PID Tuning
A purchased printer kit, such as Nophead's Mendel90 will have pre-established PID values in the firmware, which will have been set for the characteristics of the extruder. The purchased M90 kit ships with a power resistor (at time of posting), but since I've chosen to try out a cartridge heater in the J-Head nozzle I've retuned the
Marling firmware PID values using an auto-tuning feature. The auto-tuning is called on using an M303 Gcode command which is manually sent to the controller from the host software. If the command is executed on it's own it sets a target temperature of 150 Deg C, but to calibrate for different target temperatures the S parameter is added, e.g.
M303 S230. You may want to obtain separate PID values for different target temperatures (different materials).
Once the PID tuning has completed its process it will return a set of constants for you to note and enter.
The PID values can be later sent via a Start-Gcode, written to EPROM if supported, or hardcoded to the firmware. For hardcoding, the values are entered in the Configuration.h file, the firmware compiled and downloaded to the controller.
e.g.
// J-Head Mk V with cartridge heater. IOS 20131002
#define DEFAULT_Kp 27.95
#define DEFAULT_Ki 4.22
#define DEFAULT_Kd 46.25
Repetier Host has a convenient temperature plotting capability which illustrates what's happening as the auto-tuning runs. You will see it tuning (pict below) to a target temperature of 220 Dec C, although I later repeated it to a target temperature of 230 for ABS, and at 185 for PLA, noting the value set for each.. The nozzle should be allowed to cool completely before repeating a calibration.
The graph shows the calibration process in action. The power is first applied fully, then as the target temperature is reached it is cut, then applied in cycles, reducing a little each time. The power is shown as % over time in Green, and Temperature plotted in Red. The concluding values and finishing message is also shown in the picture below.
After writing the new PID values to the firmware I set a target temperature and turned the heater on. The graph below nicely illustrates the rate of heating, climbing quickly on full power to well over 200, then
PID Control cuts in within 10 Deg of the target, set in this firmware line "
#define PID_FUNCTIONAL_RANGE 10", and from there you see the temperature curve climbing again but quickly smoothing out to the target temperature. Also visible is how the power delivery settles to modulate at a much reduced level, maintaining the target temperature nicely (green graph below.). The red curve drops down when the heater is turned off.
Finally, for comparison purposes I generated the same graph on my older printer, with it's Gen6 Controller, J-Head IV Extruder and 5.6 ohm power resistor. See picture below.
There are a number of aspects to compare, the rate of temperature rise and time to reach target temperature, the draw on power, the quality of PID control. There are explanations for the difference in each comparision, but one major conclusion... my new set-up is significantly better in all respects and I look forward to printing with it!
As always, thanks for viewing!
NumberSix